

Battery Tab Welding
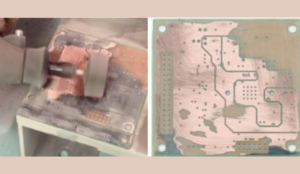
Joining the individual batteries together with a collector plate that has tabs for the individual cells to be welded to both the positive and negative terminals is a critical manufacturing step for battery pack welding. A reduced number of collector plate-to-busbar connections is also required by several packs.
Many factors must be considered when choosing the right battery pack welding process, including the materials to be welded, joint shape, weld access, cycle time and budget, as well as manufacturing flow and production needs.
Welding is a critical technique for a battery’s proper operation. Oversights can impair the battery’s performance and range, weaken its mechanical strength, lessen its thermal efficiency, and potentially put it in danger.
To make all of the necessary tab-to-terminal connections, various welding processes are used (foil-to-tab, tab-to-busbar, etc.) Ultrasonic bonding, laser welding, resistance welding, and micro TIG welding are some of these approaches. The suitability of one approach over another is determined by the criteria, such as the combination of materials and tab thickness.
What is a Battery Tab?
The positive and negative connectors that transport the electrical current through the cells are known as battery tabs or terminals. Each tab is connected to a busbar (or collector plate) on the module, which redistributes positive and negative current to new terminals. The battery pack is made up of several modules connected in the same way.
Tabs are connected to current collectors, or foils, constructed of highly conductive materials like aluminium and copper, inside the cell shell. They transport the current from the electrodes, both positive and negative.
Battery tabs serve the same purpose for all types of batteries, but they come in a variety of shapes and sizes. For each form of EV battery cell.
Tab Welding Methods
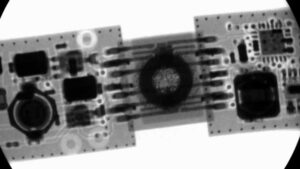
The connections between the cells and the terminals in a battery pack require hundreds, if not thousands, of welds. Tabs and terminals are connected to current collectors inside the cells as well as busbars and collector plates.
The integrity of these connections is critical to the battery’s performance, with even a 1% failure rate being a major problem. Before welding, appropriate precautions must be taken to ensure that surfaces are clean, such as laser cleaning or working in a controlled environment.
It’s not always clear when to employ which welding procedure. Let’s take a look at each one individually.
Laser welding:
Laser welding is a high-speed procedure that joins surfaces with a highly focussed beam of light. Using ultrafast moving X-Y mirrors, the laser beam is directed and moved. This gives you a lot of versatility because you can weld any joint geometry and create bespoke weld patterns.
For battery welding, pulsed fibre lasers are preferred because they produce smaller heat affected zones, decreased porosity, and less spatter. They can weld thin or thick tabs and work with copper, aluminium, steel, nickel, and other metals.
Tab-to-busbar connections and foil-to-tab welds can both be done with laser welding.
Resistance welding:
Resistance welding, often known as spot welding, is a welding technique that employs copper or tungsten electrodes charged with electrical current. An electrical current is passed between the electrodes as pressure is applied to the area to be welded. This causes heat to be generated at the contact point, which bonds the two metals together.
Foil-to-tab and tab-to-busbar welds can both be done with resistance welding. It’s a low-cost welding method that’s great for DIY battery aficionados, but it can also be mechanised.
Ultrasonic welding:
Ultrasounds are used to induce vibrations between the materials to be connected in ultrasonic bonding or ultrasonic welding. The heat generated by the quick friction between the materials is sufficient to connect them practically instantly.
This technology is utilised for foil-to-tab welding as well as ultrasonic wire bonding, which connects cells to busbars via wires.
Micro TIG welding:
Micro TIG welding, also known as pulse arc welding, creates a high-temperature plasma that melts metal in a small area using a small electrode supplied with electricity. “Micro” TIG welding, as the name implies, is for small workpieces and is hence ideal for small battery components.
This approach is suitable for tab-to-busbar welding and works well with thick copper.
Laser Cleaning for Weld Preparation
Producing high-quality joints is critical to the battery’s overall performance. It reduces energy loss and heat generation during charges and discharges, as well as improving the battery’s lifetime and mechanical reliability.
Lithium-ion batteries are the most expensive elements in electric vehicles, thus recalls must be avoided at all costs.
Before welding, manufacturers should ensure that all surfaces are completely clean. This is where high-powered laser cleaning comes in handy, as it removes coatings, electrolytes, and oxides quickly, consistently, and precisely.
EMSxchange uses a unique, proprietary vendor evaluation & qualification system to onboard vendors. We maintain a close view of their capability, capacity, and compliances. 25+ years of manufacturing experience has given us strong capabilities to understand customer requirements and supplier capabilities. EMSXchange takes complete responsibility and ownership for your electronic manufacturing process and all its deliverables from contract manufacturing supplier selection to manufacturing to quality inspection to shipment and delivery to your door. EMSxchange Electronic Manufacturing Partners Profile includes:
Argus Sytems (AESPL) – PCBA, Cable Assembly, Box Build.
Cerra Systems inc – PCB Manufacturing.

{kind=link}